Call us now :

 Send Inquiry
Send InquiryModular Belt Conveyor
Price 165000.0 INR/ Unit
MOQ : 1 Unit
Modular Belt Conveyor Specification
- Power Source
- Electric
- Thickness
- Belt thickness 10-15 mm (varies by model)
- Belt Type
- Modular interlocking plastic belt
- Surface Finish
- Powder coated/Polished
- Features
- Low maintenance, Easy belt replacement, High load capacity, Customizable design
- Material
- Food-grade plastic modular belt, Stainless steel framework
- Type
- Modular Belt Conveyor
- Structure
- Mild steel or stainless steel frame
- Belt Conveyor
- Yes
- Roller Conveyor
- No
- Vertical Conveyor
- Not applicable (horizontal and inclined models available)
- Resistant Feature
- Corrosion resistant, Chemical resistant, Moisture resistant
- Load Capacity
- 50-200 kg per meter (customizable as per requirement)
- Voltage
- 220V/380V (customized as per application)
- Power
- 0.5 HP to 3 HP (depending on length and load)
- Speed
- 0.1-30 m/min (variable speed available)
- Usage & Applications
- Food processing, Packaging, Manufacturing lines, Material Handling, Pharmaceuticals
- Drive Type
- Direct/Chain Drive
- Noise Level
- Low operational noise
- Side Guards
- Available as per requirement
- Belt Material
- Polypropylene, Polyethylene, Acetal (FDA approved)
- Conveyor Length
- 1 meter up to 30 meters (custom design possible)
- Operating Temperature
- -10C to +70C
- Belt Width
- 100-1200 mm (customizable)
- Installation
- On-site installation support available
- Cleaning Access
- Tool-free belt removal for easy cleaning
- Height Adjustment
- Adjustable legs optional
Modular Belt Conveyor Trade Information
- Minimum Order Quantity
- 1 Unit
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 10 Units Per Month
- Delivery Time
- 30 Days
- Main Domestic Market
- All India
About Modular Belt Conveyor
Experience elite quality with our sought-after Modular Belt Conveyor, tailored for efficiency across food processing, packaging, and manufacturing sectors. With top-notch, FDA-approved belts made from polypropylene, polyethylene, or acetal, this system boasts a breathtaking design prioritizing hygiene and durability. Take advantage of corrosion, chemical, and moisture resistance, low operational noise, and tool-free belt removal for effortless cleaning. Adjustable features, customizable widths (100-1200 mm), and lengths up to 30 meters ensure seamless integration into your operations. Add to Cart now for an industry-leading solution supported by on-site installation and exceptional manufacturer expertise.
Versatile Applications for Modular Belt Conveyor
The Modular Belt Conveyor stands out for its adaptability in handling food products, pharmaceutical items, packaged goods, and diverse manufacturing components. Its customizable structure and food-grade belt make it especially valuable in sectors requiring high hygiene standards. Additional primary advantages include its robust load capacity, low maintenance design, and straightforward belt replacement process, making it the preferred choice for dynamic and demanding environments across industries.
Market Coverage, Certifications & Export Value
Our Modular Belt Conveyor delivers exceptional market value for clients, supported by reputable FOB ports across India for global accessibility. Obtain prompt quotations for both standard and custom specifications to facilitate seamless exchange. This conveyor system is certified to comply with international FDA standards, ensuring product safety. With a consistent export record, our main markets include Europe, Southeast Asia, and the Middle East, highlighting our strong international presence.
Versatile Applications for Modular Belt Conveyor
The Modular Belt Conveyor stands out for its adaptability in handling food products, pharmaceutical items, packaged goods, and diverse manufacturing components. Its customizable structure and food-grade belt make it especially valuable in sectors requiring high hygiene standards. Additional primary advantages include its robust load capacity, low maintenance design, and straightforward belt replacement process, making it the preferred choice for dynamic and demanding environments across industries.
Market Coverage, Certifications & Export Value
Our Modular Belt Conveyor delivers exceptional market value for clients, supported by reputable FOB ports across India for global accessibility. Obtain prompt quotations for both standard and custom specifications to facilitate seamless exchange. This conveyor system is certified to comply with international FDA standards, ensuring product safety. With a consistent export record, our main markets include Europe, Southeast Asia, and the Middle East, highlighting our strong international presence.
FAQ's of Modular Belt Conveyor:
Q: How can I customize the width and length of the Modular Belt Conveyor?
A: You can specify the required width (100-1200 mm) and length (1-30 meters) to suit your operational needs. Our team will work with you to design the optimal configuration for your workflow.Q: What makes the Modular Belt Conveyor suitable for food and pharmaceutical applications?
A: It uses food-grade, FDA-approved materials for the belts and features easy tool-free belt removal, simplifying cleaning and meeting stringent hygiene standards essential in these industries.Q: Where is the Modular Belt Conveyor typically installed, and what support is offered?
A: The conveyor is ideal for installation in factories, warehouses, and production facilities. We provide expert on-site installation support to ensure smooth implementation into your operations.Q: What is the process for cleaning and maintaining the conveyor belt?
A: Cleaning is quick and simple, thanks to tool-free belt removal, allowing operators to maintain the system without specialized tools, ensuring minimal downtime and low maintenance costs.Q: When should I opt for adjustable height and side guards?
A: Adjustable height legs and side guards are recommended when you need flexibility for handling various products, changing line requirements, or preventing product spillage during transit.Q: How does the conveyor ensure durability in harsh environments?
A: With corrosion, chemical, and moisture resistance, plus a robust mild steel or stainless steel frame, the conveyor delivers outstanding performance even in challenging working conditions.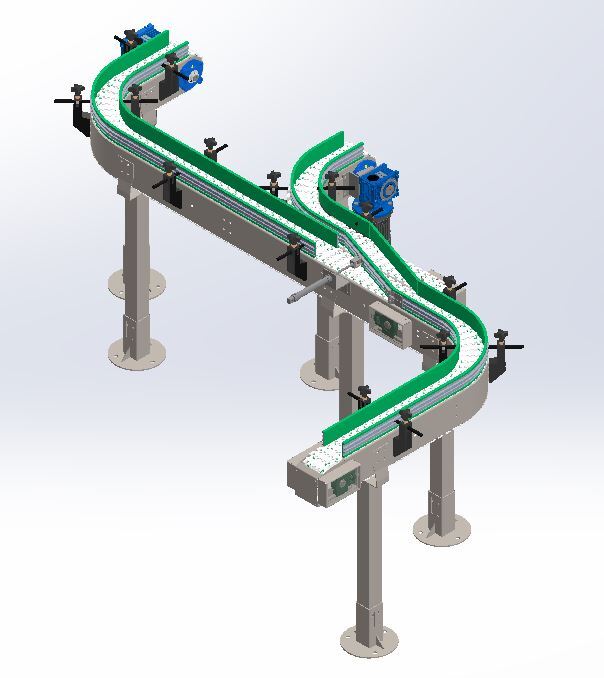
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Conveyor Category

Truck loading unloading telescopic belt conveyors
Price 850000.0 INR / Unit
Minimum Order Quantity : 1 Unit
Power Source : Electric
Type : Other, Telescopic Belt Conveyor
Thickness : 2 mm 5 mm (belt thickness, customizable)
Speed : 1050 m/min (adjustable)

Incline belt conveyo
Price 175000.0 INR / Unit
Minimum Order Quantity : 1 Unit
Power Source : Electric
Type : Other, Incline Belt Conveyor
Thickness : 3 mm to 6 mm
Speed : 0.5 m/s to 2 m/s (variable)

Industrial Slat Conveyor
Price 245000.0 INR / Unit
Minimum Order Quantity : 1 Unit
Power Source : Electric
Type : Slat Conveyor
Thickness : 58 mm (Slat Plate)
Speed : 0.5 2 m/s

Assembly line conveyor
Price 260000.0 INR / Unit
Minimum Order Quantity : 1 Unit
Power Source : Electric
Type : Other, Assembly Line Conveyor
Thickness : Belt thickness 25 mm
Speed : 0.5 2 m/s (Variable)
Our Products


Killa no. 97/18/2/1, 6-2, Harikishan Industrial Area, Kundli, Sonipat - 131028, Haryana, India

Mr Devendra Kishor Das
(Proprietor)
Mobile :+919355474131, +919306643384
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
